|
|
|
|
|
| Paddy was built on February 11, 1965 and dispatched to Canada on February 23rd. It was equipped with a heater, optional 4.5" wheels and oil cooler. Where in Canada it was sold and who first owned it are lost to time, but a couple of clues about what it did after are a dash plaque from the Greater Dayton (Ohio) Autocross Championship Series in 1970 and a Saint Christopher medal from California. At some point in the cars life it took a massive hit on the front right, tearing off the grille section, right wing, right inner wing, door and severely damaging the right 1/4 panel. The accident must have also damaged the suspension as the bottom arm on the right side was ground down below the ball joint nut. The shell was repaired, but very poorly. | |
| Over the years the car changed from Old English White with a
black roof, to blue with a white roof and finally flat black with gold
stripes and a gold roof. It died in California in the '70's and must have
been abandoned under a tree judging from the corrosion that took hold in
the roof gutter and on the bumper lips. It was last registered in
California with the plate 750 KOR (is this traceable?).
A few other distinguishing features was a hole in the back of the roof above the rear seat, maybe for an antenna? and a very large sway bar bolted under the rear floor pan. |
 |
| Here's Paddy being hauled back to Canada, probably in 1986. It was bought as part of a package deal, sold to someone else as a complete basket case, then sold to me in 1996 |  |
| When I got the car, it was completely stripped and the shell was suspended from the roof trusses of the seller's garage. He had purchased many new parts and had most of the engine machining done. I paid the price of the parts and services and essentially got the car for free. |  |
| When I get into a basket case, I like to lay it all out for
inventory. From there I can evaluate what is scrap, what's salvageable and
what parts need to be ordered. This of course is a prime opportunity to
take a portrait.
After inventory everything is broken down, cleaned, repaired, repainted and rebuilt. Parts like the main shell and engine take quite a long time to build, so progress happens on many fronts and ideally all the parts are ready to be bolted in when the shell is done. |
 |
| All my projects start the same way: Completely strip the shell, then off to the metal cleaners who give it a luxurious weekend in the caustic soda "spa". When it comes back it's ready to be mounted on the rotisserie and the rusty metal cut out. Unfortunately, with all the accident damage, poor repairs, fibreglass, bondo and rust, there wasn't much left of poor Paddy. If this didn't happen to be a MK I Cooper S, I wouldn't have gone much further with this shell. This is Paddy's darkest day: every single panel damaged or missing, every part dismantled and stowed in boxes all over the place. It's a very long crawl towards the bright light. |  |
| May 2004
A rotisserie is THE best tool in the workshop, bar none. Welding on the floor pan or sills at eye level in a comfortable position not only makes the work easier, it makes perfect welds easier to achieve. I use a TIG welder to butt weld patches and a spot welder to attach the outer skin. My objective in a restoration is for the finished car not to look as if it has been restored, ie, it looks like the day it left the factory. |
 |
| This is where the story fast forward's past a lot of
fabricating, welding and metal bumping. The shell is temporarily on a
cradle so that the boot an bonnet can be fitted.
You can see here that the RH inner wing is missing. This is one of the panels that is no longer available, although Mini Machine sell one. I got suckered into buying one of their "MK I Inner Wing" panels, at a premium price, only to find that it is in fact a MK V Rover panel with no less than 32 holes welded up. Very poorly welded at that. So poor were the welds and finishing that I had to spend 30 hours salvaging the part before I considered it just good enough to use. In retrospect I could have taken a straight sheet of steel and made my own, or saved a pile of money and just started with a MK V panel and did the modifications properly. |
 |
| June 2004
In restoration 90% of the time spent on sheet metal work is in fitting and only 10% in welding. Because of all the damage I had lost all reference points for the shell, and although measurements confirmed that the front bulkhead had not moved, I had to start from the B posts and move forward. This of course meant that the doors had to be used as a jig for the A posts which then set the position of the A panels, wings, grille and bonnet. Here's the shell mocked up with all the front end sheet metal clipped on with cleco's and vise grips. |
 |
| After numerous rounds of fitting the doors, A posts and front end sheet metal, punctuated by jacking of the door opening or trimming metal here and there, it was time to break out the spot welder. I'm always amazed at how little time it takes to weld an entire front end on. Resistance welding is THE way to do it, just like the factory. |  |
| November 2004
Back on the rotisserie, it's time to do the final bumping and prep for paint. The underside, inside, boot and engine bay get done on the rotisserie so everything can be coated easily and thoroughly. The boot floor gets etch primed before the rear valence is spot welded on. This way there is reasonable coverage of the metal inside the closed corners |
 |
| Prep for paint is therapeutic work, if you get into the zen of it. Turn on the tunes and time just zooms. "Wax on, wax off, wax on, wax off...." as karate Kid said. |  |
| Doing bodywork on a bare shell is like sitting on your front
porch watching the seasons change. Some days things move gradually, almost
imperceptively, and other days it's like spring busting out all over, or a
fresh blanket of snow.
Once the etch primer is on, the high-build primer is laid on and blocking begins. This is also the time to caulk all the seams inside and underneath before the topcoat goes on. |
 |
| Finally, topcoat is applied over the gravel guard. This is a Dupont product in Old English White, which is not really "white" at all, but a very pale beige. | 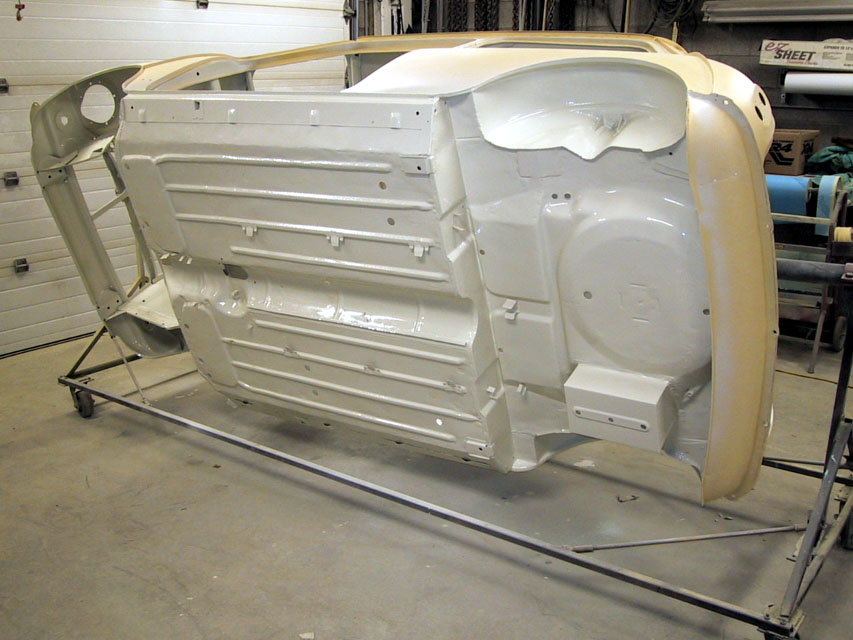 |
| Off the rotisserie for the final time and back on the cradle. Final blocking of the body took place at the end of November. It was then trailered to the paint booth for top coating. |  |
| December 2004
The single most expensive and time consuming part on any Mini is the main shell. Once that has been restored, the rest is easy. At this point, I have spent 650 hours on the project. Sound like a lot? Keep track of how many hours you spend watching TV in a year.
|
 |
| First things first, get the shell down on the suspension so it can rolled around. Since the suspension was ready to be installed, it only took a few hours to get the frames bolted in and everything connected. |  |
| Now it's starting to look like a car. Paddy hasn't had wheels under it in 19 years. |  |
| January 2005
With 730 hours on the punch clock, the Newton Commercial interior is in, the hinged panels are on, brake and hydrolastic lines are in, the suspension is pressurized and the crawl towards the bright light is getting a bit quicker. I cannot recommend Newton highly enough. This is the second interior I have purchased from them and the service was the same: impeccable. There's an adage in the consulting industry that says "you can have it cheap, fast or good. Pick any two". Newton is fast and very good. Cheap? Well yes. Just for giggles, do this: go to their web site and price a seat cover, then call up the parts counter for your daily driver and ask what they want for the same parts and how long it would take to deliver. Although a complete interior costs quite a bit, it's not expensive. It makes a huge difference in the quality of the finished project, adding more than the price to the appraised value. |

|
| January 9, 2005
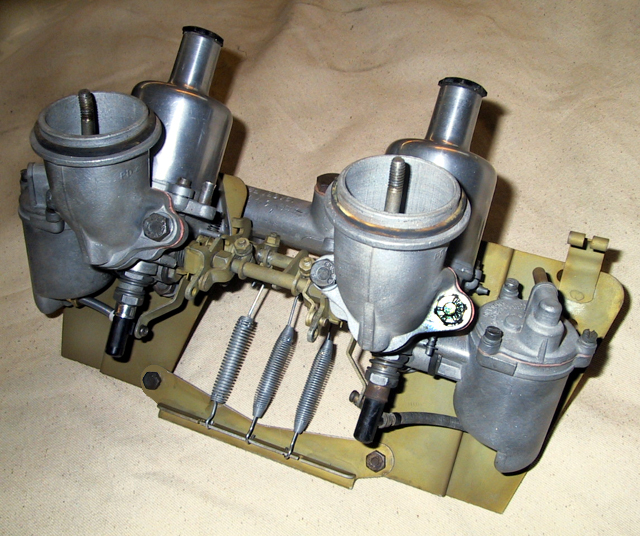
The glass is in, new wiring harness installed and checked and most of the chrome is on. Time to get back to the engine. It's assembled except for the top end. The head was out getting flow tested so I just need to set up the rockers and bolt it into the dyno stand. The twin 1.25" SU's are sitting apart on the bench waiting to get reassembled and fitted. Paddy's 40th birthday is on February 11th and it's looking as if he can celebrate it in excellent health for the first time in at least 30 years. |
 |
|
January 27, 2005 Since the last update a lot of time has been spent, but not much progress can be seen. The engine is together and on the dyno stand, but it won't be running for a few days yet. Upholstery is complete and installed. One of the worst jobs - reglazing the 1/4 windows - is done. It's like wrestling a snake! Here's the carbs, freshly rebuilt and all the steel bits plated in zinc then chromated. The kit from http://www.caswellplating.com/ makes electroplating easy, so everything that can benefit from plating will get it. |
 |
|
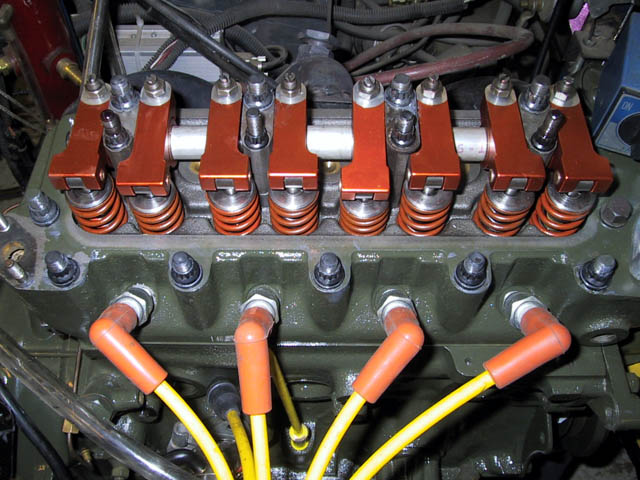
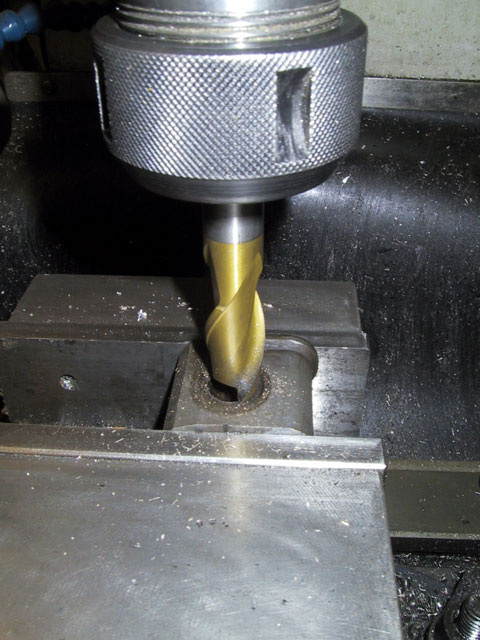
January 30, 2005 Standard forged steel rockers, although very desirable, are crap. Of all the rockers available for the A series the S ones are the worst for lift at 1.22:1. Rockers from Harland Sharp are 1.347:1, roller tipped and quite inexpensive. One thing about high lift rockers is that in order to get the higher ratio, the centre of rotation is moved toward the pushrod. This leans the pushrod forward, closer to the head casting, and places the roller tip ahead of the valve centreline. In order to correct this, the rocker shaft has to be moved back about 0.060". I accomplished this on the milling machine by locating the hole in the rocker post and drilling an 11/16" hole 0.063" closer to the head stud. A standard rocker bushing was then pressed into the bigger hole and reamed 9/16". Since the rocker angle was about right in the valve-closed position, there was no need to change the vertical position of the shaft. Also, the standard pushrods placed the adjuster quite close to the rocker, so there was no need for longer ones. When assembled, the roller tip is just behind the closed valve centreline and just ahead when the valve is open, ie, the roller is wiping across the centreline. NOTE!Although Harland Sharp claim their rockers use standard adjusters, what they really mean is they use 5/16 UNF adjusters from forged steel rockers. Adjusters in pressed steel rockers are 9/32 BSF. Yea, I know, bizarre. The Whitworth adjusters thread into the rockers which made me think their claim was true, however, when the lock nuts were tightened the adjusters started to pull out. |
|
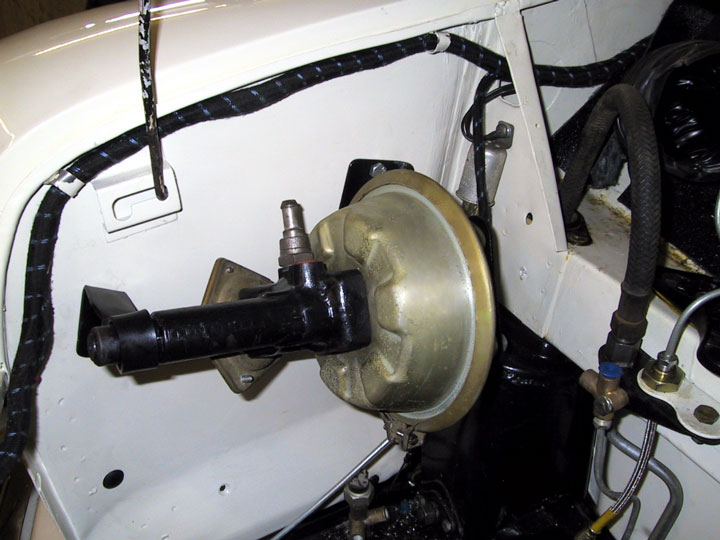
| The brake booster has been replated, rebuilt and installed. The upper photo shows one half of the booster can as it comes out of the zinc plating tank and the other half after it has been sanded and processed through the chromate tank. | 
|
| It lives! Listen to it fire up for the first time... on it's 40th birthday | MP3 Sound file |
| May 29, 2005 Time is getting short so the engine came off
the dyno stand and was installed in the engine room. It has about an hour
on it and it runs just as it is supposed to, but unfortunately it's still
too fresh to be loaded so no dyno numbers are available. Next time it
comes out it will go back on the dyno just so I have some baseline
numbers.
Yes, that is the 123/Mini prototype distributor connected to the yellow wires. |
 |
| This is a compromise to the originality of the restoration, but a completely reversible one. This is a Nippon Denso 55 amp alternator. The bracket was carved out of 3x3x1/4" angle iron and the pulley is from aluMINIum stock. The coil will be mounted above it so it can't be easily seen. Hugo, the wonder Cooper has been running one of these since day 1 and it has never run out of amps and has never given any bother. |  |
| June 4 2005 Today Paddy drove out of the workshop under his own power. It was a grand day and it erases years of mindless toil wasted in a Government office! Days like this remind me why I have a hobby. |  |
Last updated: 12/27/2006 .